
MMA

TIG

MIG/MAG

Plazma

Комплектующие

Расх. материалы

Вспом. обород.

Автоматизация
Ремонт
Европейское
сварочное
оборудование
MMA
TIG
MIG/MAG
Plazma
Комплектующие
Расх. материалы
Вспом. обород.
Автоматизация
Ремонт
Алюминий является одним из самых легких металлов и имеет высокие показатели удельной теплоемкости (0,903 кДж/кг °С) и коэффициента линейного расширения (2,4). Теплопроводность алюминия втрое выше, чем у стали, а потому температура его плавления составляет всего лишь 657 °С. Однако, при нагревании алюминий легко окисляется, образуя на поверхности металла тугоплавкую окисную пленку. Окись алюминия трудно поддается дальнейшей плавке и, тем самым, превращает процесс сварки алюминия в довольно сложную науку.
Трудности при сварке алюминия обусловлены следующими его свойствами:
Вследствие всех вышеперечисленных факторов было разработано и внедрено множество различных технологий сварки как самого алюминия, так и его сплавов, однако каждая из них имеет определенные нюансы, связанные, в первую очередь, с необходимостью удаления окисной пленки. Помимо этого, алюминию, в силу своей высокой теплопроводности, требуется повышенное значение рабочего тока при сварке - примерно в 1,5-2 раза выше тока, используемого при сварочных работах со сталью.
Технологии сварки алюминия и его сплавов
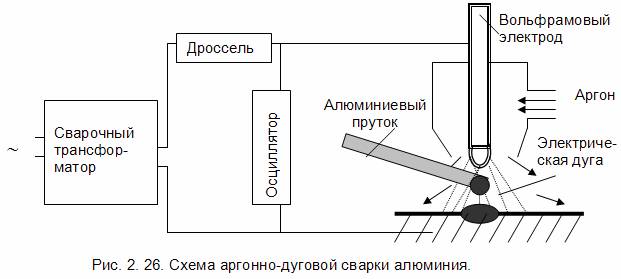
Отличительные черты аргонодуговой сварки алюминия (TIG сварки):
- Синус. Пониженный звуковой фон дуги, отсутствие вибраций в сварочной ванне.
- Оптимальный вариант для сварки с присадкой, т.к. оказывает низкую тепловую нагрузку на вольфрамовый электрод.
- Универсальное применение трапецеидальной волны.
- Прямоугольная волна. Высокая эффективность при сварке алюминия, максимальная устойчивость сварочной дуги.
- Смешанная волна - только для особого применения.
Преимущества TIG-сварки алюминия на переменном (AC) токе:
- Легкая сварка алюминиевых листов различной толщины (1мм + 10мм)
- Безукоризненный вид шва
- Хорошая глубина провара благодаря допустимой токовой нагрузке электрода
- Идеальное сужение дуги
Оптимальное сварочное оборудование для TIG-сварки алюминия EWM:
Портативные аппараты для TIG- сварки AC/DC серии Picotig
Передвижные аппараты для TIG- сварки AC/DC серии Tetrix
Преимущества MIG-сварки алюминия:
- При сварочных работах защитным газом методом MIG применяется аргон и аргоно-гелиевые газовые смеси.
- Небольшое содержание азота позволяет достигать наилучшую теплопроводимость, увеличивает скорость и стабильность сварки.
- Флюс должен состоять из химически чистых элементов.
Оптимальное сварочное оборудование для MIG-сварки алюминия EWM:
Передвижные аппараты для MIG/MAG-импульсной сварки серии Phoenix
Невзирая на все достоинства его эксплуатации, алюминий трудно поддается сварке, которая представляет собой трудоемкую и технологически сложную операцию, предполагающую наличие определенного опыта и знаний в данной сфере.
Именно в области технологии дуговой сварки на основе знаний электротехнических и сварочных процессов, полученных за 55 лет, благодаря стремлению к постоянному совершенствованию EWM - ведущий специалист.



