
MMA

TIG

MIG/MAG

Plazma

Комплектующие

Расх. материалы

Вспом. обород.

Автоматизация
Ремонт
Европейское
сварочное
оборудование
MMA
TIG
MIG/MAG
Plazma
Комплектующие
Расх. материалы
Вспом. обород.
Автоматизация
Ремонт
Общие сведения
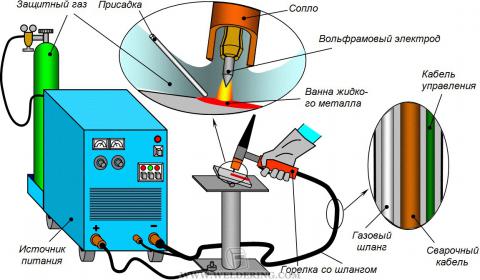
Сварка ВИГ относится к сваркам в защитном газе с нерасходуемым электродом (процесс №14). ISO 857-1 даёт следующее объяснение метода в переводе с англ.: «Дуговая сварка в защитном газе с использованием нерасходуемого электрода из чистого или легированного вольфрама, при котором электрическая дуга и расплав защищены оболочкой инертного газа».
При дуговой сварке вольфрамовым электродом в среде инертного газа (процесс №141) электрическая дуга горит свободно, при плазменной же сварке электрической дугой (процесс № 15), которая также относится к сваркам в защитном газе с нерасходуемым электродом, дуга сжата.
Данный процесс получил свое название от вида электрода (вольфрамового) и используемого защитного газа (инертного). При правильном применении электрод не плавится из-за высокой точки плавления вольфрама (3380°C). Он только носитель электрической дуги. Присадка для сварки вводится вручную в форме присадочных прутков, а при полностью механизированной сварке вводится в виде проволоки механизмом подачи. Защитный газ концентрично обтекает электрод, выходя из сопла защитного газа, и защищает его и металл шва от воздействия атмосферы.
Вид тока
Как правило, для сварки ВИГ применяется постоянный ток. При сварке стали и других металлов и сплавов на электроде находится холодный отрицательный полюс, а на изделии – горячий положительный полюс. Токонагрузочная способность и стойкость электрода при такой полярности значительно выше, чем при сварке на положительном полюсе. Переменный ток применяют для сварки алюминия и его сплавов, а также некоторых сортов бронзы, то есть материалов, которые образуют тугоплавкие оксиды или очень вязкие расплавы оксидов. Об этом пойдет речь далее. При сварке переменным током токонагрузочная способность ниже, чем при сварке постоянным током на отрицательном полюсе.
Также имеются различия в xарактеристикe провара. Он лучше всего при сварке постоянным током на отрицательном полюсе.
При сварке переменным током провар из-за более тупой формы электрода более плоский и широкий, а при сварке на положительном полюсе из-за низкой токонагрузочной способности - наименьший.
Электроды
Вольфрамовые электроды из-за высокой точки плавления не могут изготавливаться литьeм. Поэтому они изготавливаются методом порошковой металлургии путeм спекания с последующим сжатием и упрочнением. Стандартные диаметры электродов согласно DIN EN 26848 (ISO 6848) составляют 0,5-10 мм. Чаще всего применяют электроды диаметром 1,6; 2,0; 2,5; 3,2 и 4,0 мм. Стандартная длина электрода – 50, 75, 150 и 175 мм. Длина также зависит от конструкции горелки.
Наряду с электродами из чистого вольфрама имеются такие, к которым перед спеканием добавляется 0,5-4 % оксида тория, циркония, лантана или церия. При применении чистых вольфрамовых электродов образуется очень спокойная дуга, но оксидосодержащие электроды имеют следующее преимущество. При эксплуатации они меньше нагреваются, так как работа выхода электронов из заключeнного в электродах оксида значительно меньше, чем из чистого вольфрама. Зажигаемость дуги, токонагрузочная способность и стойкость лучше у оксидосодержащих электродов.
Ранее применялись вольфрамовые электроды с содержанием примерно 2% оксида тория. Но их применение в настоящее время снижается. Торий является альфа-излучателем, поэтому содержащие оксид тория электроды испускают слабое радиоактивное излучение. Оно не опасно для сварщика, однако увеличивает общyю лучевую нагрузкy. Намного опаснее, когда вдыхается шлифовальная пыль, образующаяся при затачивании электрода. Поэтому сегодня намного чаще применяют вольфрамовые электроды, содержащие «благоприятный для дуговой сварки» оксид лантана или церия.
Распознать электрод можно по условному обозначению и распознавательной окраске, которые установлены стандартом.
Защитные газы
Как следует из названия процесса, для сварки ВИГ, как правило, применяются инертные газы. Защитные газы нормированы стандартом DIN EN 439. Согласно данному стандарту они имеют обозначения l1, l2 и l3. Наиболее часто при сварке ВИГ в качестве защитного газа применяется аргон (l1). Степень его чистоты должна составлять минимум 99,95%. Для металлов, имеющих очень хорошую теплопроводимость, таких как, алюминий или медь, также используется гелий (l2). При использовании гелия в качестве защитного газа электрическая дуга имеет более высокую температуру. Но, в первую очередь, происходит более равномерное распределение температуры между ядром и краем электрической дуги. Чистый гелий редко применяется при сварке ВИГ, за исключением особых случаев. Уже сравнительно давно применяется смесь аргона и гелия (l3) с содержанием гелия 25, 50 или 75%. Благодаря этому удается снизить температуру предварительного нагрева, например, толстых алюминиевых структур, для достижения достаточного провара. Более того, можно повысить скорость сварки.
При сварке ВИГ нержавеющей хромоникелевой стали для этой цели применяется смесь аргона и водорода (R1), при этом содержание водорода во избежание образования пор должно составлять не более 5%.
Расход защитного газа определяется диаметром газового сопла газа и окружающего воздушного потока. Ориентировочным значением для аргона может быть объемный расход 5-10 л/мин. На ветру или сквозняке при определенных условиях необходим больший расход. При использовании смеси аргона и гелия из-за низкой плотности гелия необходим более высокий расход.



