
MMA

TIG

MIG/MAG

Plazma

Комплектующие

Расх. материалы

Вспом. обород.

Автоматизация
Ремонт
Европейское
сварочное
оборудование
MMA
TIG
MIG/MAG
Plazma
Комплектующие
Расх. материалы
Вспом. обород.
Автоматизация
Ремонт
Сварщику требуется хорошая подготовка, в частности, не только с точки зрения навыков, он должен также обладать соответствующими специальными знаниями, чтобы не допускать ошибок. Образовательные руководящие указания DVS (Немецкий союз сварки и смежных работ) признаны на международном уровне и в последнее время приняты также Международным союзом сварки (IIW).
Перед началом сварки, как правило, выполняется прихватка изделия. Точки прихватки должны иметь такую длину и толщину, чтобы при сварке не произошло недопустимого стягивания изделий и разрыва точек прихватки.
Зажигание электрической дуги
Процесс сварки при ручной сварке стержневыми электродами начинается контактным зажиганием. Чтобы замкнуть электрическую цепь, необходимо сначала создать короткое замыкание между электродом и изделием, после чего слегка приподнять электрод – появляется электрическая дуга. Процесс зажигания не должен производиться за пределами шва, а только в тех местах, которые после горения дуги будут снова заплавлены. В точках, где зажигания так и не произошло, на соответствующих чувствительных материалах вследствие резкого нагрева могут возникнуть трещины.
На основных электродах, имеющих склонность к пористости, зажигание должно производиться за некоторое время до непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и в ходе дальнейшей сварки первые капли, которые в большинстве случаев оказываются пористыми, снова заплавляются.
Ведение электрода
Электрод подводится к поверхности металла вертикально или под небольшим углом. При выполнении движения он слегка наклоняется в направлении сварки. Видимая длина электрической дуги, т.е. расстояние между краем кратера и поверхностью изделия, должнa примерно соответствовать диаметру центрального стержня. Основные электроды должны свариваться очень короткой дугой (расстояние =0,5 x диаметра стержня). Для этого их следует вести под более крутым углом, чем рутиловые электроды.
В большинстве положений выполняется ниточный наплавленный валик, либо выполняется колебательное движение с увеличением высоты к кромкам шва. Только в положении PF выполняется широкий наплавленный валик по всей стороны шва. Как правило выполняется сварка опиранием, только в положении PF электрод прикасается колющим движением.
Магнитное дутье
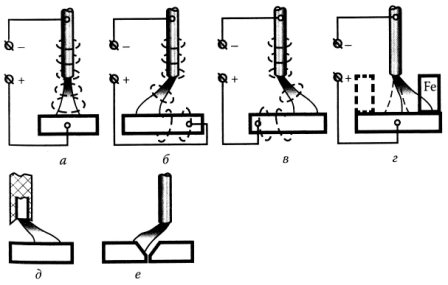
Под дутьем понимается явление, при котором электрическая дуга удлиняется вследствие отклонения по центральной оси и издает при этом шипящий звук. Вследствие этого отклонения могут возникать непровары. Таким образом, провар может оказаться недостаточным, и при сварочном процессе с ведением шлака при опережающем движении шлака в шве могут возникать шлаковые включения.
Отклонение производится силами, возникающими в окружающем магнитном поле. Как любой проводник, по которому течет ток, электрод и электрическую дугу также окружает кольцеобразноe магнитное поле, которое отклоняется в области дуги при переходе в основной материал. При этом магнитные силовые линии на внутренней стороне уплотняются, а на внешней расширяются.
Дуга отклоняется в область с меньшей плотностью токовых линий. При этом она удлиняется и из-за повышения дугового напряжения издает шипящий звук. Противоположный полюс также оказывает отталкивающее воздействие на дугу.
Другая магнитная сила возникает из-за того, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому электрическая дуга притягивается большой массой стали. Это проявляется, например, в том, что при сварке на поддающемся намагничиванию материалу на кромках листа дуга отклоняется внутрь.
Отклонение дуги можно компенсировать путем соответствующего наклона электрода. Поскольку дутье при сварке постоянным токоом особенно сильно, его следует избегать или хотя бы существенно снизить выбром сварки переменным током, если это возможно.
Особенно сильным дутье может стать из-за окружающих масс стали при сварке корня. Здесь может помочь подход, когда магнитный поток поддерживается близко расположенными друг к другу, не слишком короткими прихватками.
Сварочные параметры
При ручной сварке стержневыми электродами регулируется только сила тока, напряжение дуги определяеттся длиной дуги, поддерживаемой сварщиком. При регулировке силы тока следует учитывать токонагрузочную способность используемого электрода данного диаметра. Таблица 5 дает ориентировочные данные токонагрузочной способности для электродов разного диаметра.
При этом применяется следующее правило: нижние границы применяются для сварки корня и положения PF, а верхние - для остальных положений, заполняющего и верхнего слоев. При возрастающей силе тока возрастает и мощность расплавления и связанная с ней скорость сварки. При возрастании тока провар также увеличивается. Указанные значения силы тока применяются только для нелегированных и низко легированных сталей. Для высоколегированных сталей и материалов на основе никеля ввиду высокого электрического сопротивления центрального стержня должны устанавливаться более низкие значения.



