Сварка нержавейки
Нержавеющая сталь – это металл, обладающий повышенной сопротивляемостью к коррозии благодаря высокому содержанию в своем составе хрома (Cr). Такое преимущество позволяет широко применять нержавеющую сталь и ее сплавы в машиностроении, в пищевой и легкой промышленности, стоматологии, производстве химических и бытовых приборов, а также аппаратуры для работы при повышенных температурах и в агрессивной среде.
Различают несколько типов нержавеющей стали в зависимости от ее состава, а именно:
- ферритная
- аустенитная
- мартенситная
- аустенитно-ферритная
- мартенсито-ферритная
- аустенито-мартенситная
Сварочные свойства нержавеющей стали
Ферритные стали
- Теплопроводность 50% по сравнению с нелегированными сталями
- Рост зернистости при температурах > 950°C
- Низкая прочность при комнатной температуре
- Хрупкость металла при температуре 400-550°C с содержанием хрома (Cr) свыше 12%
- Образование сигма фазы (Fe, Cr) при содержании хрома (Cr) выше 15%
- Устойчивы к коррозии в таких агрессивных средах, как азотная и фосфорная кислота, раствор аммиака и пр.
- Ограниченные области применения
Аустенитные стали
- Хорошая свариваемость
- Высокая технологичность, прочность, и коррозионная стойкость в большинстве рабочих сред, в том числе после сварки
- Коэффициент теплового расширения на 50% выше, чем у нелегирующих сталей
- Термоэлектроповодность и электрическая проводимость равна 1/3 показателей нелегирующих сталей
- Склонность к термическим трещинам, которая может быть снижена при высоком содержании марганца (Mn)
- Стали с низким содержанием никеля (Ni) (например, 1.4319, 1.4301) склонны к деформационным упрочнениям и образованию мартенсита
- Широкое применение в различных отраслях машиностроения
Аустенито-ферритные стали
- Хорошая свариваемость, как и у аустенитных сталей
- Отсутствие риска возникновения межкристаллической коррозии после сварки
- Нет предрасположенности к термическим трещинам
- Высокая коррозийная устойчивость
- Отсутствие склонности к росту зерен при сохранении двухфазной структуры
- Высокая степень текучести
- Опасность формирования нитридов хрома, которые сокращают устойчивость к точечной коррозии (низкая скорость охлаждения может быть достигнута путем регулировки сварочных параметров)
- Опасность холодных трещин (должно поддерживаться низкое содержание нитрогена)
- Сварка без присадочной проволоки может проводиться только с последующим обжигом и быстрым охлаждением
Мартенситные стали
- Обладают высокой устойчивостью к коррозии в атмосферных условиях (зависит от содержания хрома)
- Обладают хорошими механическими свойствами
- При содержании углерода (C) < 0,1% предварительного нагрев не требуется, как и послесварочное отвердевание
- При содержании углерода от 0,1% до 0,4% требуется предварительный нагрев до 200-400°C и последующий отжиг
- Стали с содержанием углерода > 0,4% не свариваются
Особенности различных методов сварки нержавеющей стали
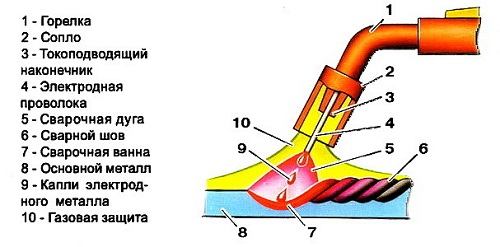
При сварке нержавеющей стали основным приоритетом является, в первую очередь, ее коррозийная устойчивость, так как при прокаливании, особенно аустенитных видов стали, может возникнуть межзерновая (межкристаллическая) коррозия. Опасность представляют также искры и образование трещин, поэтому сварка должна проводиться в среде защитного газа (аргона), а все горячие поверхности односторонних швов должны быть защищены от воздуха и кислорода. Также необходимо избегать брызг и плохого прихвата. Наиболее пригодными для сварки нержавеющей стали являются сплавы с добавлением титана или ниобия.
TIG сварка нержавеющих сталей:
- используется постоянный ток (DC) и вольфрамовый электрод (W) с отрицательным зарядом;
- подходит для материалов толщиной от 0,5 до 5 мм и выше;
- позволяет регулировать параметры уровня энергопоступления для избежания крупного зернения и горячих трещин;
- аустенитные стали рекомендуется варить с большим количеством расходников;
- необходимо соблюдать чистоту сварочной зоны заготовок;
- присадочный материал и сварная ванна должны быть постоянно покрыты защитным газом (до 200°C);
- ферритные стали склонны к водородному охрупчиванию (H2), поэтому защитные газы с H2 не используются;
- для более высокой входной мощности рекомендуется использовать аргоно-гелиевые (Ar-He) смеси;
- применяется инновационная технология EWM activArc;
Добавить ссылки на соответствующие инверторы
Плазменная PLASMA сварка нержавеющих сталей:
- сваривает листы любой толщины;
- точка плавления на 100 градусов ниже, чем у углеродистой стали;
- обеспечивает надежность и стабильность сварочного процесса;
- отсутствуют примеси в сварочном шве;
- высокие показатели скорости;
- снижается риск деформации деталей;
- сокращается расход электроэнергии.
Добавить ссылки на соответствующие инверторы
MIG/MAG сварка нержавеющих сталей:
- применяется короткая, мелкокапельная и импульсная дуга;
- обеспечивает равномерное глубокое проплавление;
- регулируемый внешний вид шва;
- меньше времязатрат на конечную обработку;
- легкая сплавка пластин с разными толщинами;
- делает сварку легче даже в сложных положениях;
- легкий непровар корня шва больших зазоров;
- низкая теплопередача;
- минимальная деформация изделий;
- инновационная технология EWM SuperPuls;
- инновационная технология EWM coldArc и forceArc.
MIG/MAG мультифункциональные сварочные аппараты alpha Q 330
MIG/MAG мультифункциональные сварочные аппараты alpha Q 351
MIG/MAG мультифункциональные сварочные аппараты alpha Q 551
Особенности постсварочной обработки поверхности изделий из нержвающей стали:
|
Ферритные стали
|
Закалка при 750-850°C (особенно, если нужно хорошее сопротивление в сравнении с IK)
|
Быстрое охлаждение
|
|
Полуферритные стали
|
Закалка при 750-850°C
|
?
|
|
Мартенситные стали
|
Закалка при 600-700°C
|
Медленное охлаждение
|
|
Аустенитные стали
|
Не нуждаются в постсварочной тепловой обработке
|
Рекомендации по очистке поверхности металла после сварки:
- Используйте только нержавеющие щетки, ранее не применявшиеся для очистки других металлов.
- Для шлифовки и полировки изделия используйте безжелезные шлифовальные инструменты, избегая большого давления на материал.
- Перед травлением удалите крупные продукты коррозии, очистите и обезжирьте поверхность металла.
- Аккуратно ополосните изделие водой.
Используйте EWM – Powercleaner®