
MMA

TIG

MIG/MAG

Plazma

Комплектующие

Расх. материалы

Вспом. обород.

Автоматизация
Ремонт
Европейское
сварочное
оборудование
MMA
TIG
MIG/MAG
Plazma
Комплектующие
Расх. материалы
Вспом. обород.
Автоматизация
Ремонт
При плазменной сварке используется только передающая дуга. По характеру применения различаются соединительная плазменная сварка и плазменная наплавка. Последующая классификация видов соединительной сварки основана на критерии производительности. Подробнее этот вопрос будет рассмотрен ниже
Соединительная плазменная сварка
Микроплазменная сварка
До сих пор речь шла о высокой концентрации энергии путем использования концентрированной дуги, что могло бы создать впечатление, что плазменная сварка подходит только для массивных деталей. На самом деле как раз при сварке очень тонких материалов проявляются другие типичные преимущества концентрированной дуги по сравнению со сваркой ВИГ. При сварке фольги и тонких листов требуется сила тока всего лишь в несколько ампер или даже менее одного ампера. При таких малых значениях силы тока дуга ВИГ очень неустойчива ввиду отсутствия какой-либо определенной заданной рабочей точки. Используемые для сварки ВИГ источники тока, особенно при малой силе тока, имеют почти вертикально падающую характеристику. Аналогично, при малой силе тока кривая концентрированной дуги имеет в так называемом диапазоне Айртона также почти вертикальный вид. Вследствие этого в рабочей точке отсутствует какое-либо строгое пересечение, между обеими кривыми имеется только незначительный контакт, что ведет к упомянутой неустойчивости дуги. В случае с концентрированной дугой вертикально падающая часть кривой дуги отсутствует, поэтому она стабильно горит точно в рабочей точке даже при очень малой силе тока. Плазменная дуга позволяет, например, соединять детали из фольги толщиной всего лишь 1/100 миллиметра при токе менее 1 А. Поэтому данная область сварки в пределах приблизительно до 50 А называется микроплазменной сваркой. В основном она выполняется вручную.
Мягкая плазменная сварка
При некотором увеличении диаметра отверстия сужающегося сопла относительно нормального для плазменной горелки размера возникает немного менее концентрированная и энергонасыщенная дуга, находящаяся по своей эффективности примерно между дугой ВИГ и плазменной дугой. Ее преимущества проявляются при ручной сварке листов толщиной в пределах от 1 до 2 мм.
Плазменная сварка толстолистовой стали
Эта область, в которую входят материалы толщиной до 10 мм, следует подразделить на область применения метода продавливания и область применения метода замочной скважины. Первая из них получила свое название по той причине, что тепло прилагается только со стороны поверхности и передается в более глубокие слои благодаря теплопроводности. Под давлением дуги плазмы металл шва вытесняется вниз и образует на обратной стороне корень. Сварка продавливанием может выполняться как вручную, так и полностью механизированным способом. При сварке листов толщиной около 2,5 мм применяется технология, известная как метод замочной скважины. Плазменная дуга проникает на всю толщину листа и образует сварочный "глазок". Через него происходит передача тепла не только с поверхности, но и от всего пройденного пучком поперечного разреза. Вследствие этого повышается эффективность технологии и скачкообразно увеличивается возможная скорость сварки по сравнению с получаемой при продавливании.
Плазменный луч выдавливает жидкую сварочную ванну в стороны, однако она вновь собирается на задней кромке "глазка" и там затвердевает на валике шва. При этом, конечно, должны соблюдаться все параметры, например, расстояние от горелки до детали и скорость сварки. Поэтому данный вид сварки может применяться только в полностью механизированном режиме.
Соединительная порошковая плазменная сварка
Более современным вариантом плазменной сварки является соединительная порошковая плазменная сварка.
При этом методе, в отличие от плазменно-порошковой наплавки, информация о которой приводится в следующем разделе, для порошкообразной сварочной присадки не нужен специальный поток рабочего газа. Она подается вместе с защитным газом. Благодаря этому могут быть уменьшены габаритные размеры горелки. Преимущества данного метода выявляются при его сравнении со сваркой ВИГ. При выполнении ручной сварки рука сварщика остается свободной, поскольку добавления сварочной присадки в виде прутика не требуется. Поэтому он может лучше сосредоточиться на самом процессе сварки. При полностью механизированной сварке ВИГ, когда присадочная проволока в большинстве случаев должна подаваться за горелкой, при поворотах вместе с насадкой для подачи проволоки должна поворачиваться и вся сварочная головка, так как в противном случае проволока не сможет надлежащим образом расплавиться в сварочной ванне. При автоматизированной сварке данное вращательное движение производится последним ручным захватом робота, который поэтому не может использоваться для выполнения других поперечных подач горелки. При порошковой плазменной сварке такое вращательное движение головке выполнять не требуется, поскольку порошкообразная присадка подается концентрически вокруг дуги.
Плазменная наплавка
При плазменно-порошковой наплавке, порошкообразная сварочная присадка добавляется в отдельном потоке рабочего газа.
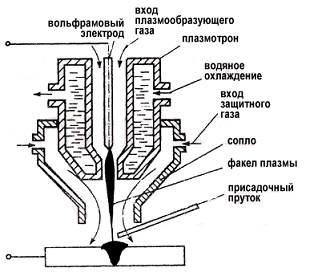
Порошок частично расплавлялся в непередающей вспомогательной дуге, горящей между электродом и водоохлаждаемым медным соплом. Передающая главная дуга расплавляет основной металл, и в результате смешивания расплавленных основного и присадочного материалов формируется валик шва. Согласование силы тока и массы расплавленного порошка позволяет задавать оптимальный состав металла шва. При плазменной сварке с использованием горячего прутка, два прутка нагреваются от собственного источника тока посредством резистивного нагрева и затем расплавляются в сварочной ванне плазменной дуги. При продолжении перемещения сварочной головки в направлении сварки выполняется колебательное движение всей системы, поперечное направлению сварки, и формируются наплавленные валики шириной до 60 мм. Кроме того, при использовании данного метода сварки провар и смешивание незначительны, как при плазменно- порошковой наплавке, поэтому для достижения желаемого состава поверхности требуется всего лишь несколько слоев.
Плазменная пайка
С ростом применения оцинкованного листа в автомобильной промышленности вместо сварки все шире применяется дуговая пайка. Наряду с пайкой МИГ, с недавних пор нашла свою прочную нишу и плазменная пайка. Данный вариант технологии отличается от микроплазменной или мягкой плазменной сварки преимущественно видом присадочного материала. Вместо обычных при сварке родственных или уподобленных по составу стальной проволоки или прутка, здесь применяются медные базовые сплавы. Для пайки оцинкованного листа используется кремнистая или оловянная бронза, для алитированного листа также применяется сплав бронзы и алюминия. Благодаря низкой точке плавления этих присадок металлические покрытия гораздо меньше повреждаются в результате выпаривания и выжигания, чем при электродуговой сварке. По сравнению с пайкой МИГ обеспечивается лучший внешний вид шва, а также повышенные прочность и вязкость шва.
Однако плазменная пайка предполагает несколько иное ведение горелки по сравнению со сваркой. Дуга направляется прежде всего не на основной металл, а на опережающий металл шва. Вследствие этого значительно снижается наплавка листов, однако на соединяемых сторонах обеспечивается достаточный нагрев для создания паяного соединения благодаря диффузии и силам адгезии. Пайка данным способом может выполняться вручную с добавлением присадки в форме прутка или путем непрерывной подачи проволочного припоя к горелке посредством отдельного подающего устройства. При полностью механизированной пайке применяется машинная горелка, в которой присадочная проволока подается в спай непрерывно. Ведение горелки может также осуществляться сварочным роботом.



